Máy Hàn TIG Hàn Nhôm Với Những Kỹ Thuật Như Thế Nào?
Kỹ thuật hàn nhôm cũng như những kỹ thuật hàn khác cần phải thực hiện theo đúng các thao tác cơ bản nhất từ gây hồ quang đến khi kết thúc hồ quang để tạo nên những mũi hàn chính xác và đẹp mắt. Vậy khi sử dụng máy hàn TIG hàn nhôm cần thực hiện với những kỹ thuật nào và thao tác như thế nào? Theo dõi bài viết để hiểu chi tiết hơn nhé!
Sử dụng máy hàn TIG hàn nhôm được thực hiện lần lượt theo những thao tác:
Điện cực
Trong hàn nhôm hay những hợp kim của nhôm điện cực Vonfram sử dụng là loại có đầu hình tròn và đầu nhọn được dùng để hàn thép cacbon hoặc thép không gỉ. Khi đã chọn được đúng điện cực thì cần tiến hành lắp điện cực vào mỏ hàn và hãy chú ý để đầu điện cực thừa ra khoảng 3.2mm.
Hình Ảnh: Điện cực vonfram là loại có đầu hình tròn
Lựa chọn khí bảo vệ
Khi sử dụng máy hàn TIG hàn nhôm thì khí bảo vệ được sử dụng nhiều nhất hiện nay đó chính là Argon – có ưu điểm làm sạch và có khả năng thâm nhập tốt. Khi hàn những loại hợp kim nhôm 5XXX-series khí bảo vệ sẽ là hỗn hợp của Argon và Heli để làm giảm thiểu sự hình thành của oxit magie trong quá trình hàn.
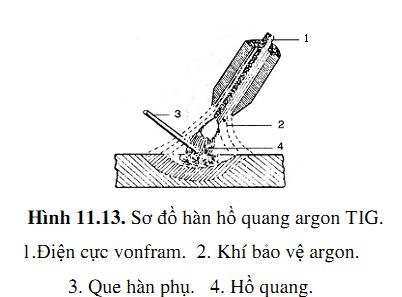
Hình Ảnh: Argon được lựa chọn nhiều trong hàn nhôm
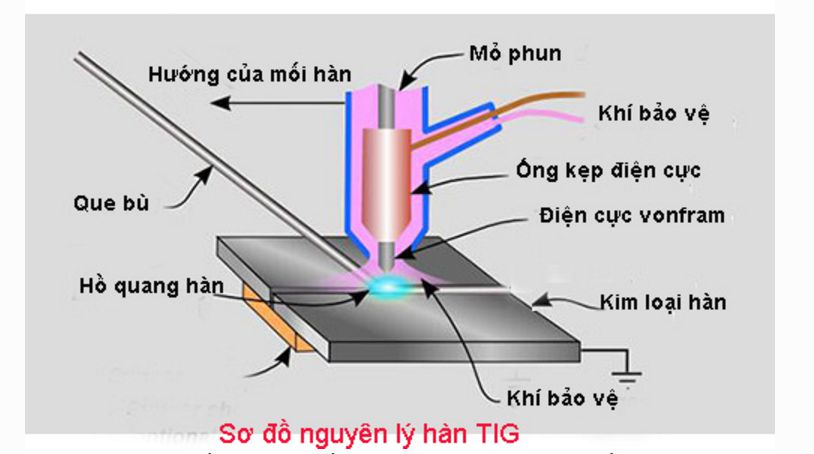
Thao tác mồi hồ quang
Hồ quang có thể sinh ra do điện áp cao tầng mà không cần đến sự tiếp xúc giữa điện cực và vật hàn khi dùng dòng AC hoặc DC. Giống như những phương pháp hàn khác trước khi đạt được chiều dài hồ quang theo yêu cầu thì hồ quang vẫn có thể tự hình thành.
Khi mồi hồ quang nên mồi ở gần điểm bắt dấu của đường hàn cho đến khi xuất hiện vũng kim loại nóng chảy với kích thước nhất định rồi sau đó mới di chuyển mỏ hàn đi hết đường hàn.

Hình Ảnh: Thao tác mồi hồ quang đúng cách
Với dòng DC không có bổ sung cao tần thì để gây được hồ quang cần phải chạm điện cực vào vật hàn thì mới sinh ra hồ quang – nên sử dụng điện cực loại vonfram – thori để hạn chế những rủi ro khi mồi hồ quang.
Xác định chiều dài của hồ quang
Sử dụng máy hàn TIG nhôm thì chiều dài hồ quang thích hợp cho tất cả các kim loại vào khoảng 1.5 lần đường kính của điện cực. Theo nguyên tắc hàn thì chiều dài hồ quang càng ngắn thì nhiệt hồ quang càng tập trung dẫn đến độ rộng của những mối hàn càng hẹp và độ ngấu càng cao. Và khi chiều dài của hồ quang tăng lên và độ tập trung của nhiệt càng giảm sẽ dẫn đến độ ngấu càng giảm.
Thực hiện thao tác ngắt hồ quang
Khi chuẩn bị thao tác ngắt hồ quang thì cần phải tăng tốc độ hàn để hạn chế hiện tượng nứt ở cuối những đường hàn. Không chỉ thế, có một số thợ hàn thường có thói quen gây lại hồ quang ngay sau khi vừa ngắt hồ quang để nung nóng chảy kim loại phụ để lắp và những vết lõm của những mối hàn.
Lựa chọn góc nghiêng mỏ hàn
Sử dụng máy hàn TIG nhôm thông thường lấy góc nghiêng khoảng 90 độ áp dụng cho mối hàn giáp mối. Tuy nhiên tốt nhất là bạn nên để mỏ hàn nghiêng một góc khoảng 60 độ so với phương ngang theo chiều dịch chuyển. Độ nghiêng của thành kim loại phụ so với phương ngang nhỏ hơn 20 độ.

Hình Ảnh: Kỹ thuật nghiêng mỏ hàn tig đúng kỹ thuật
Góc nghiêng mỏ hàn tốt nhất là 45 độ cả hai bề mặt cho các liên kết chồng và chữ T. Nghiêng từ 5 đến 15 độ về phía hướng hàn. Trong trường hợp các vật hàn có chiều dày khác nhau thì điểm đặt của mỏ hàn lệch một chút về phía có độ dày lớn hơn nhằm cân bằng độ nóng chảy khi thực hiện hàn.
Một quy tắc trong hàn nhôm với máy hàn TIG đó là phải tiến hành nhanh và nóng. Bởi so với thép, khả năng dẫn nhiệt của nhôm cao hơn nhiều nên đòi hỏi phải đặt dòng hàn, điện áp hàn lớn cũng như tốc độ di chuyển mỏ hàn nhanh hơn. Khi di chuyển mỏ hàn chậm, rất dễ dẫn đến cháy thấu, nhất là với các chi tiết vật hàn mỏng.
Những điều cần lưu ý khi thực hiện hàn nhôm với máy hàn TIG
– Nên sử dụng điện cực zirconi-vonfram, đường kính 2.4mm đối với những người mới sử dụng máy hàn TIG hàn nhôm.
– Hãy để mỏ hàn trên tấm nhôm với tư thế điện cực sẵn sàng di chuyển, góc nghiêng so với mặt nằm ngang khoảng 20 độ.
– Một trong những sai lầm lớn nhất của những người mới tập hàn đó là sử dụng hồ quang để làm nóng trực tiếp những thanh kim loại phụ. Hậu quả của việc làm này khiến hình thành những kim loại đóng thành cục ở phía dưới vũng hàn. Vì vậy hãy làm nóng kim loại phụ bằng cách nhúng nó vào vũng kim loại đang nóng chảy khi đó phần kim loại nóng chảy sẽ vừa đủ cho mối hàn còn thiếu.

Hình Ảnh: Thực hiện các thao tác hàn tig đúng kỹ thuật để đem lại hiệu quả cao nhất
– Khi đã thất mối hàn có được kích thước như yêu cầu thì hãy rút que hàn, di chuyển mỏ hàn về phía trước để làm nóng chảy thành phần kim loại kế bên dọc theo đường hàn.
– Đừng quên luyện tập hàn các đường hàn một cách nhuần nhuyễn trước khi hàn các mối nối nhé!
Qua bài viết chắc chắn bạn đã hiểu được kỹ thuật hàn nhôm của máy hàn TIG hàn nhôm. Nếu bạn có nhu cầu mua máy hàn này thì bạn có thể đến với Nam Vượng – đơn vị chuyên cung cấp và bán máy hàn TIG nhôm uy tín, chất lượng cùng với đội ngũ nhân viên tư vấn chuyên nghiệp sẽ giúp bạn có thể mua được chiếc máy phù hợp nhất với nhu cầu sử dụng.