Các khuyết tật mối hàn phổ biến và cách khắc phục nhanh chóng
Bất kể bạn là thợ hàn dày dặn kinh nghiệm hay mới bước vào nghề đều có thể dễ dàng mắc phải những lỗi cơ bản. Những sai sót này không chỉ dẫn tới các khuyết tật mối hàn thiếu thẩm mỹ mà còn có thể ảnh hưởng nghiêm trọng đến chất lượng sản phẩm. Trong bài viết dưới đây, Nam Vượng sẽ chia sẻ đến bạn các khuyết tật mối hàn phổ biến và cách khắc phục nhanh chóng.
Khuyết tật mối hàn là gì?
Trong lĩnh vực hàn, bất kỳ sai lệch nào về hình dạng, kích thước hoặc cấu trúc kim loại của mối hàn so với tiêu chuẩn thiết kế và các yêu cầu kỹ thuật đều được coi là khuyết tật mối hàn. Những khuyết tật này có thể làm giảm độ bền và hiệu suất của mối hàn. Khuyết tật mối hàn được chia thành hai loại chính: khuyết tật về hình dáng bề mặt ngoài và các khuyết tật vi mô xuất hiện trên cả bề mặt và bên trong mối hàn.

Các khuyết tật mối hàn và cách khắc phục
Mối hàn bị nứt
Hiện tượng nứt mối hàn là một trong những khuyết tật mối hàn phổ biến và dễ xảy ra trên bề mặt cũng như bên trong. Nó chỉ có thể phát hiện qua kiểm tra siêu âm hoặc tại vùng ảnh hưởng nhiệt quanh mối hàn. Đây là loại khuyết tật cực kỳ nguy hiểm, vì theo thời gian, vết nứt có thể lan rộng, gây rủi ro cho công trình.
Nứt mối hàn có thể xảy ra ở nhiều mức nhiệt độ khác nhau. Nếu vết nứt xuất hiện ngay khi đang hàn, nó được gọi là nứt nóng; còn khi mối hàn nguội và nứt xảy ra, đó là nứt nguội. Nứt nguội có thể hình thành ngay sau khi hàn xong hoặc vài ngày sau đó.
Nguyên nhân gây nứt mối hàn:
- Dòng điện yếu hoặc không ổn định khiến xỉ không thoát ra hết khỏi mối hàn.
- Khi hàn nhiều lớp, lớp sau chồng lên xỉ của lớp trước do không vệ sinh sạch.
- Góc độ hàn chưa phù hợp.
- Làm nguội mối hàn quá nhanh.
- Chất lượng que hàn thấp.
Giải pháp khắc phục:
- Tăng cường và đảm bảo ổn định dòng điện bằng cách kiểm tra kỹ máy hàn và nguồn điện trước khi bắt đầu.
- Duy trì chiều dài hồ quang phù hợp.
- Làm sạch xỉ hàn trước khi hàn lớp tiếp theo.
- Lựa chọn que hàn chất lượng cao từ các thương hiệu uy tín.

Rỗ khí mối hàn
Rỗ khí là khuyết tật mối hàn hình thành khi khí bị bão hòa trong kim loại lỏng nhưng không kịp thoát ra ngoài trước khi kim loại đông đặc. Các lỗ khí này thường xuất hiện thành chuỗi dài hoặc tập trung thành vùng có kích thước lớn, có thể nằm sâu trong mối hàn, trên bề mặt, thậm chí xuyên suốt toàn bộ chiều dày của liên kết hàn. Điều này làm giảm độ bền và tính kín của cấu trúc được chế tạo.
Nguyên nhân gây ra rỗ khí:
- Hàm lượng carbon trong kim loại cơ bản hoặc vật liệu hàn quá cao.
- Vật liệu hàn bị ẩm, hoặc bề mặt chi tiết khi hàn còn dính bẩn, dầu mỡ, gỉ sét, hoặc hơi nước.
- Chiều dài hồ quang lớn, tốc độ hàn quá nhanh.
Biện pháp khắc phục:
- Sử dụng vật liệu hàn có hàm lượng carbon thấp.
- Sấy khô vật liệu hàn trước khi sử dụng và làm sạch bề mặt chi tiết.
- Duy trì chiều dài hồ quang ngắn và giảm tốc độ hàn.
- Sau khi hàn, không gõ xỉ ngay mà nên kéo dài thời gian giữ nhiệt cho mối hàn.
- Đối với hàn có khí bảo vệ (MIG/MAG…), cần chọn loại khí có độ tinh khiết cao, phù hợp và đảm bảo lưu lượng khí đủ cho mối hàn trong suốt quá trình hàn.

Lẫn xỉ
Lẫn xỉ là một khuyết tật mối hàn phổ biến và nó có ảnh hưởng đáng kể đến độ dai va đập cũng như tính dẻo của kim loại hàn. Sự hiện diện của xỉ lẫn trong mối hàn làm giảm khả năng chịu tải của kết cấu, đặc biệt dưới tác động của tải trọng động.
Nguyên nhân gây ra lẫn xỉ:
- Dòng điện hàn quá thấp, dẫn đến việc không tạo đủ nhiệt để kim loại nóng chảy, khiến xỉ khó có thể thoát ra khỏi vũng hàn.
- Bề mặt hàn chưa được làm sạch hoặc không gõ sạch xỉ sau khi hàn đính hoặc hàn nhiều lớp.
- Góc độ hàn không hợp lý và tốc độ hàn quá nhanh.
- Tốc độ làm nguội quá nhanh, khiến xỉ không kịp thoát ra ngoài.
Biện pháp khắc phục:
- Tăng cường dòng điện hàn để phù hợp, sử dụng hồ quang ngắn.
- Đảm bảo làm sạch bề mặt vật hàn trước khi hàn và gõ sạch xỉ ở các mối hàn đính cũng như các lớp hàn.
- Điều chỉnh góc độ và phương pháp di chuyển que hàn để phù hợp hơn.
- Giảm tốc độ hàn để tránh tình trạng xỉ bị trộn lẫn vào vũng hàn hoặc chảy về phía trước.

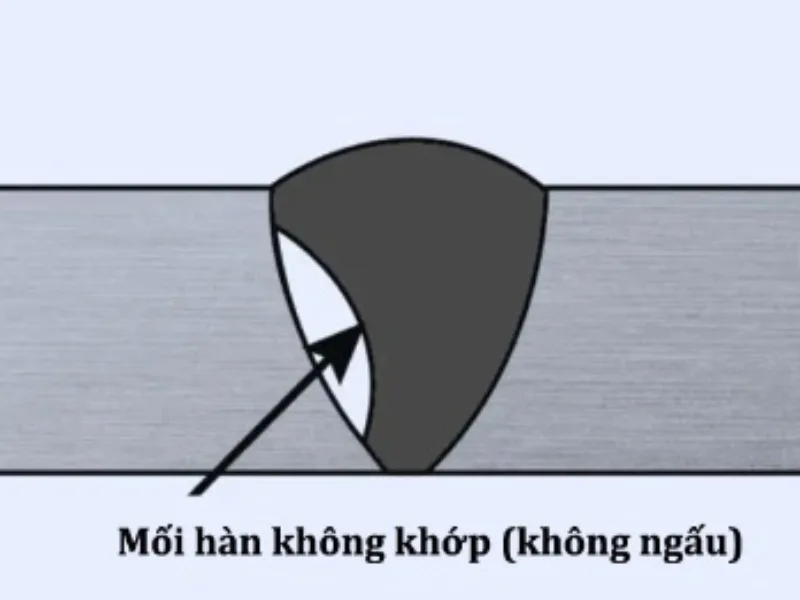
Khuyết tật mối hàn bị không ngấu
Không ngấu là hiện tượng xảy ra khi có những khoảng trống gián đoạn trong sự kết nối giữa kim loại cơ bản và kim loại đắp, hoặc giữa các lớp kim loại trong quá trình hàn nhiều lớp. Khuyết tật này rất nguy hiểm cho độ bền và khả năng làm việc của kết cấu hàn, do đó cần đặc biệt chú ý trong quá trình chế tạo.
Nguyên nhân gây ra hiện tượng không ngấu:
- Công tác chuẩn bị hàn không được thực hiện tốt: kiểu vát mép chưa hợp lý (góc vát quá lớn hoặc chân mối hàn không đủ) và khe hở giữa các chi tiết khi lắp ráp quá hẹp.
- Cường độ dòng điện và điện áp hồ quang quá thấp trong khi tốc độ hàn lại cao.
- Điện cực hàn không di chuyển đúng theo trục của mối hàn.
- Chiều dài hồ quang quá dài.
- Bề mặt các chi tiết hàn chưa được làm sạch hoàn toàn, vẫn còn dầu mỡ hoặc các tạp chất khác.
Giải pháp khắc phục:
- Làm sạch liên kết trước khi hàn và tăng góc vát cùng khe hở hàn cho phù hợp.
- Tăng cường dòng điện hàn và giảm tốc độ hàn để đảm bảo chất lượng mối hàn.
Cháy chân
Cháy chân là hiện tượng hình thành những rãnh sâu dọc theo ranh giới giữa kim loại cơ bản và kim loại đắp. Hiện tượng này không chỉ làm giảm tiết diện làm việc của liên kết mà còn tạo ra các điểm tập trung ứng suất cao, từ đó có thể dẫn đến sự hư hỏng nghiêm trọng của kết cấu trong quá trình hoạt động.
Nguyên nhân gây ra cháy chân:
- Dòng điện hàn quá lớn.
- Chiều dài hồ quang không được kiểm soát, quá dài.
- Góc độ và cách di chuyển của que hàn không hợp lý.
- Kích thước điện cực hàn sử dụng không phù hợp.
Giải pháp khắc phục:
- Điều chỉnh lại chế độ dòng điện và điện áp hàn cho phù hợp.
- Kiểm soát khoảng cách của hồ quang để đảm bảo tối ưu.
- Đảm bảo góc độ và tốc độ di chuyển của que hàn là chính xác và hợp lý.

Khuyết tật hình dạng mối hàn
Hiện tượng không đồng đều về chiều cao và chiều rộng của mối hàn, kèm theo đường hàn uốn lượn và các vảy hàn gồ ghề, thường là một dấu hiệu cảnh báo chất lượng kém của mối hàn.
Nguyên nhân của khuyết tật mối hàn này:
- Công tác chuẩn bị mối hàn không đầy đủ hoặc không chính xác.
- Chế độ hàn không ổn định, dẫn đến việc kiểm soát không tốt quá trình hàn.
- Vật liệu hàn không đảm bảo chất lượng, có thể chứa tạp chất hoặc không đạt tiêu chuẩn.
- Trình độ tay nghề của thợ hàn chưa cao, thiếu kinh nghiệm.
- Thiết bị hàn công nghệ lạc hậu, không đáp ứng được yêu cầu kỹ thuật.
- Phương pháp hàn không được áp dụng hợp lý.
- Trong quá trình hàn, xảy ra hiện tượng bắn tóe hồ quang.
Giải pháp khắc phục:
- Đảm bảo chuẩn bị dụng cụ hàn thật cẩn thận và kỹ lưỡng.
- Lựa chọn thợ hàn có tay nghề cao, có kinh nghiệm và kỹ năng tốt.
- Chọn lựa vật liệu hàn chất lượng, phù hợp với yêu cầu kỹ thuật.
Sau khi phát hiện khuyết tật của mối hàn, cần thực hiện các bước sau:
- Loại bỏ hoàn toàn phần bị khuyết tật để không ảnh hưởng đến chất lượng mối hàn sau này.
- Thực hiện hàn sửa chữa và tiến hành kiểm tra lại chất lượng mối hàn.
- Đối với hiện tượng nứt, cần loại bỏ triệt để vết nứt để ngăn chặn sự phát triển của nó trước khi thực hiện hàn sửa chữa.
- Áp dụng phương pháp hàn nhiệt để khắc phục các khuyết tật một cách hiệu quả.
Chảy loãng
Khuyết tật mối hàn chảy loãng xuất hiện khi kim loại lỏng lan tỏa lên bề mặt của kim loại cơ bản. Kim loại chưa được nung nóng đủ để đạt trạng thái chảy.
Hiện tượng này thường do một số nguyên nhân chính, bao gồm góc nghiêng của que hàn không phù hợp, đặc biệt trong các trường hợp hàn ngang hoặc hàn đứng, hoặc do việc chọn dòng điện hàn quá cao.
Quá nhiệt
Khuyết tật này phát sinh khi chế độ hàn được lựa chọn không phù hợp, dẫn đến năng lượng nhiệt quá lớn kết hợp với tốc độ hàn quá chậm. Hệ quả là kim loại đắp và vùng ảnh hưởng nhiệt hình thành cấu trúc hạt thô, làm giảm đáng kể cơ tính của liên kết hàn, đặc biệt là độ dai va đập.
Khi phát hiện các khuyết tật trong mối hàn, nếu chúng vượt quá tiêu chuẩn cho phép, cần tiến hành loại bỏ phần kim loại bị lỗi cho đến khi đạt đến phần kim loại cơ bản. Sau đó, thực hiện hàn sửa chữa và kiểm tra lại toàn bộ kết cấu. Đặc biệt, đối với nứt—khuyết tật nguy hiểm nhất—cần loại bỏ hoàn toàn. Trước khi thực hiện quá trình đục, cần khoan chặn hai đầu vết nứt để ngăn chặn sự lan rộng. Đối với khuyết tật quá nhiệt, giải pháp hiệu quả là áp dụng phương pháp nhiệt luyện nhằm phục hồi kích thước hạt cần thiết cho kim loại mối hàn cũng như vùng ảnh hưởng nhiệt.
Trên đây là các khuyết tật mối hàn phổ biến và cách khắc phục nhanh chóng mà bạn có thể tham khảo. Các khuyết tật này không chỉ ảnh hưởng đến chất lượng và độ bền của kết cấu mà còn có thể gây ra những rủi ro nghiêm trọng trong quá trình sử dụng. Việc nhận diện và khắc phục kịp thời các khuyết tật mối hàn không chỉ giúp đảm bảo an toàn cho các công trình mà còn nâng cao hiệu suất làm việc và tuổi thọ của sản phẩm.


