Cập nhật tiêu chuẩn bản vẽ cơ khí mới nhất hiện nay
Trong ngành cơ khí chế tạo, bản vẽ kỹ thuật đóng vai trò như “ngôn ngữ chung” giữa kỹ sư thiết kế, người sản xuất và bộ phận kiểm định. Để đảm bảo mọi người đều hiểu đúng ý đồ thiết kế, việc tuân thủ tiêu chuẩn bản vẽ cơ khí là yêu cầu bắt buộc nhằm giảm thiểu sai sót trong chế tạo và nâng cao chất lượng sản phẩm. Cùng cập nhật tiêu chuẩn bản vẽ cơ khí mới nhất hiện nay trong bài viết này của Nam Vượng.
Các loại bản vẽ cơ khí được sử dụng phổ biến
Trong thực tế sản xuất và thiết kế, người ta thường gặp 5 nhóm bản vẽ, mỗi loại phục vụ mục đích khác nhau và có yêu cầu tiêu chuẩn riêng:
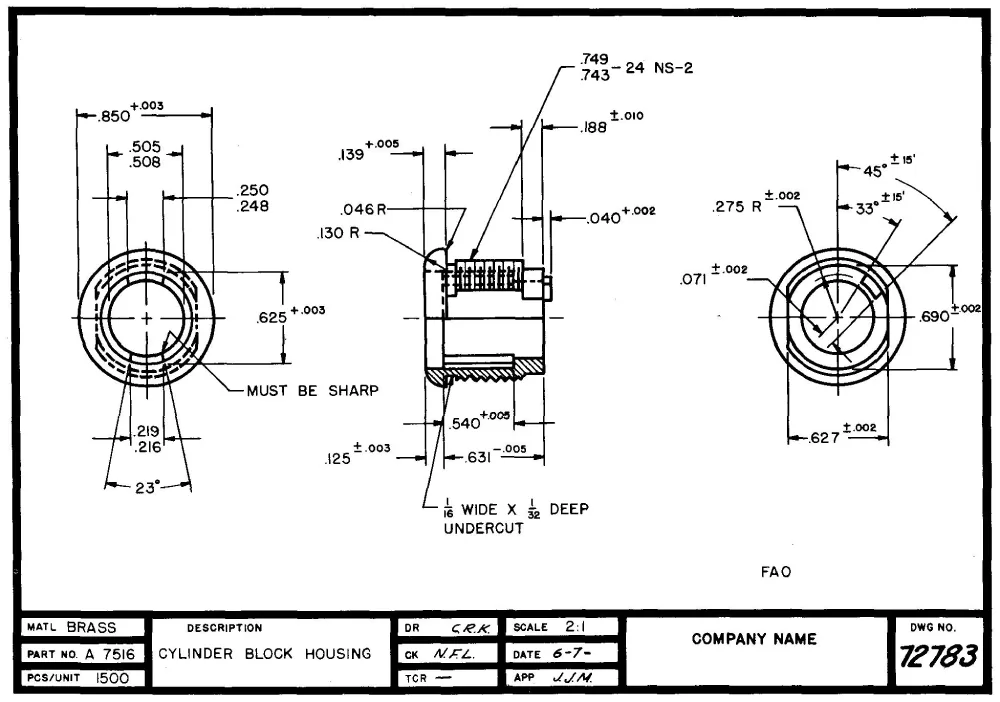
Bản vẽ chi tiết (Detail Drawing)
Bản vẽ chi tiết mô tả từng chi tiết riêng lẻ với đầy đủ kích thước, dung sai, thông số bề mặt và ghi chú gia công. Bản vẽ này là nguồn chính để gia công chi tiết trong xưởng.
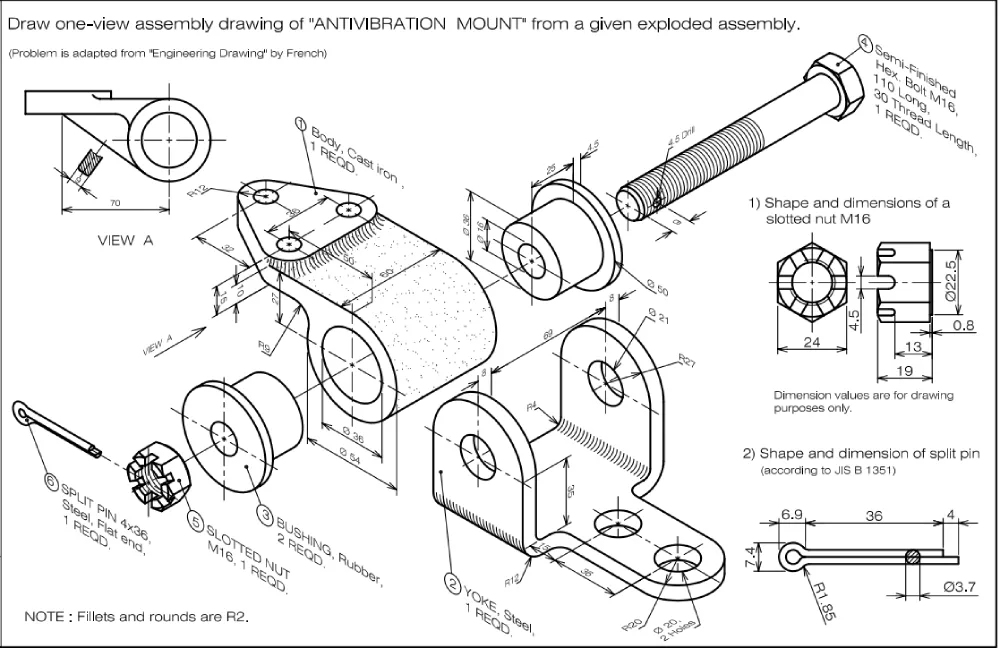
Bản vẽ lắp (Assembly Drawing)
Bản vẽ lắp cho thấy thứ tự và phương pháp lắp ghép các chi tiết thành cụm hoặc bộ hoàn chỉnh; thường kèm danh mục vật liệu (BOM) và quy trình lắp. Bản vẽ lắp giúp tổ chức sản xuất và hướng dẫn tháo/lắp bảo trì.
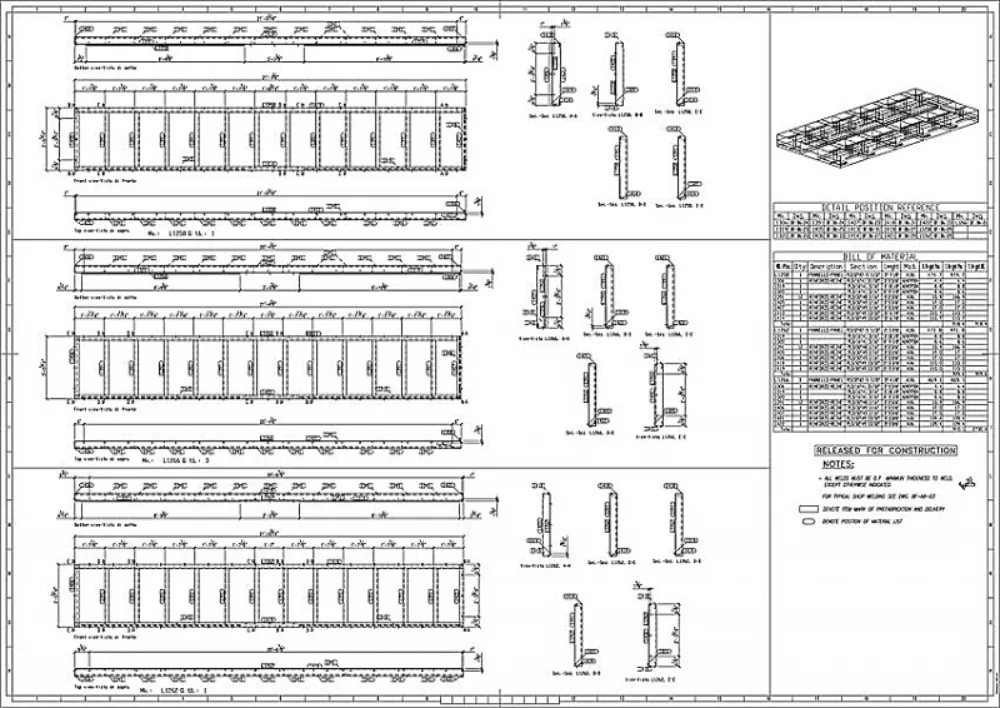
Bản vẽ chế tạo (Manufacturing/Shop Drawing):
Chuyển từ bản vẽ thiết kế sang các hướng dẫn gia công cụ thể: kích thước gia công, công nghệ cắt, dung sai gia công thực tế. Đây là dạng “bản vẽ làm việc” mà thợ tại xưởng trực tiếp dùng.
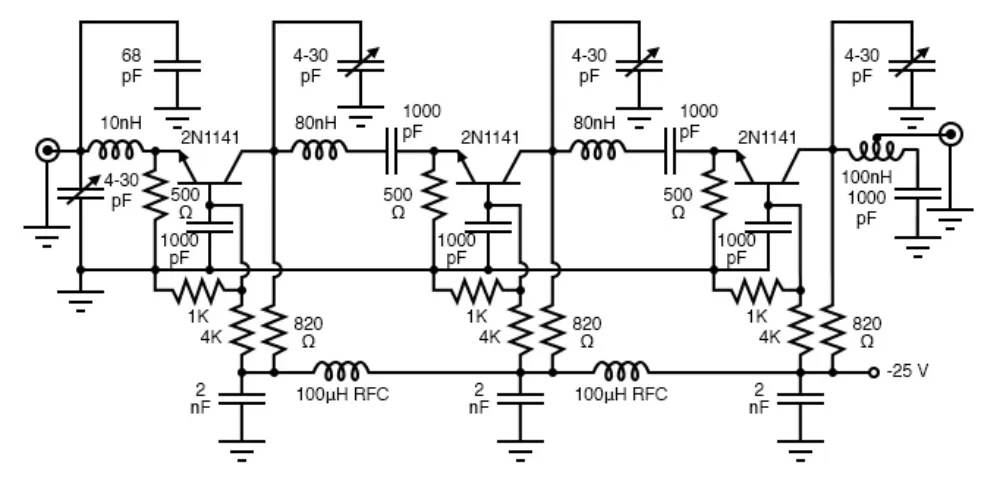
Bản vẽ sơ đồ và hệ thống (Diagram/Schematic):
Dùng để mô tả hệ thống đường ống, hệ truyền động hoặc sơ đồ điện — mục đích là truyền tải luồng chức năng hơn là hình dáng chi tiết.
Bản vẽ kiểm tra (Inspection Drawing / Measurement Drawing):
Tập trung vào các sản phẩm cần kiểm tra đặc biệt (tương thích với GD&T), thường dùng chung với tiêu chuẩn ASME Y14.5 hoặc ISO 1101 để mô tả vùng dung sai hình học.
Hệ thống tiêu chuẩn bản vẽ cơ khí áp dụng hiện nay
Dưới đây là những bộ tiêu chuẩn bản vẽ cơ khí chủ chốt mà kỹ sư và xưởng sản xuất nên nắm:
ISO 128
Cung cấp các quy tắc cơ bản về cách thể hiện hình chiếu, đường nét, cắt mặt và chú thích trên bản vẽ; phiên bản mới nhất nhấn mạnh khả năng áp dụng cho cả bản vẽ 2D lẫn 3D. Việc tuân thủ ISO 128 giúp bản vẽ tương thích khi trao đổi quốc tế.
ISO 129 / TCVN 7583-1
Quy định nguyên tắc ghi kích thước, đánh ký hiệu dung sai và các chỉ dẫn về đơn vị, vị trí ghi kích thước. Ở Việt Nam, TCVN 7583-1:2006 tương đương ISO 129-1:2004 là tài liệu tham khảo chính cho ghi kích thước.
ISO 1101 / ASME Y14.5
Hiện tượng học dung sai hình học (GD&T) được định nghĩa theo ISO 1101 (phiên bản 2017) trên nền tảng GPS; đồng thời ASME Y14.5 vẫn là bộ tiêu chuẩn tham khảo rộng rãi, đặc biệt trong môi trường sản xuất theo tiêu chuẩn Mỹ. Hai hệ tiêu chuẩn này quy định ngôn ngữ, ký hiệu và luật đọc dung sai hình học.
ISO 5457 / TCVN 7285 (Sheet sizes and layout) & ISO 7200
Quy ước khổ giấy (A0…A4), vị trí khung tên và trường dữ liệu trong title block để thuận tiện lưu trữ và trao đổi tài liệu. Áp dụng nhất quán khổ giấy và title block giúp tài liệu dễ quản lý giữa các phòng ban.

Cập nhật tiêu chuẩn bản vẽ cơ khí mới nhất
Tiêu chuẩn bản vẽ kỹ thuật chung
Phép chiếu
Theo tiêu chuẩn quốc tế ISO, các bản vẽ kỹ thuật cơ khí thường áp dụng phép chiếu góc phần tư thứ nhất (First Angle Projection). Đây là phương pháp trình bày hình chiếu phổ biến, đảm bảo người đọc bản vẽ có thể dễ dàng hình dung hình dạng và cấu tạo của chi tiết.
Tỷ lệ xích
Trong bản vẽ cơ khí, tỷ lệ xích là yếu tố quan trọng, được chia thành ba nhóm chính:
- Tỷ lệ thu nhỏ: Khi chi tiết có kích thước lớn, bản vẽ sẽ thể hiện ở tỷ lệ nhỏ hơn so với thực tế. Ví dụ: 1:2, 1:4, 1:10, 1:50, 1:100, 1:500.
- Tỷ lệ nguyên dạng: Kích thước trên bản vẽ đúng bằng kích thước thật ngoài đời. Ví dụ: 1:1.
- Tỷ lệ phóng to: Dùng cho các chi tiết nhỏ, khó quan sát bằng mắt thường. Bản vẽ được thể hiện với kích thước lớn hơn so với thực tế. Ví dụ: 2:1, 5:1, 10:1, 50:1, 100:1.
Khi áp dụng tỷ lệ, cần tuân thủ một số quy định:
- Tỷ lệ phải được ghi rõ ràng trong ô tên, thường nằm ở góc dưới bên phải bản vẽ.
- Hình vẽ nên chiếm phần lớn diện tích tờ giấy, tối ưu nhất là khoảng 80–85%.
- Hạn chế sử dụng các tỷ lệ không chuẩn như 1:2,5; 1:15; 1:25; 1:75 hoặc 2,5:1; 15:1; 25:1…
- Trong đó, số 1 biểu thị kích thước thật, còn tỷ lệ thể hiện mối quan hệ phóng to hoặc thu nhỏ giữa bản vẽ và vật thể thực tế.
| Tên gọi | Ý nghĩa | Bề rộng |
| Nét cơ bản | Dùng để thể hiện đường bao thấy. Lựa chọn bề rộng cho phù hợp và kích thước này phải xuyên suốt bản vẽ. | 0,5 ≤ s ≤ 1,4 |
| Nét đứt | Dùng để thể hiện các đường nét bao khuất. Được cấu tạo từ các vạch nhỏ có độ dài từ 2 – 8 cm. | Phụ thuộc vào đường cơ bản. Bề rộng bằng ½ – ⅓ bề rộng nét cơ bản. |
| Nét chấm gạch mảnh | Dùng để vẽ các đường trục và các đường xác định tâm. Được cấu tạo xen kẽ giữa vạch mảnh và dấu chấm. | Phụ thuộc vào đường cơ bản. Bề rộng bằng ½ – ⅓ bề rộng nét cơ bản. |
| Nét liền mảnh | Dùng để ghi các kích thước, đường gióng và đường gạch trong mặt cắt. Vẽ qua đường bao hình. | Phụ thuộc vào đường cơ bản. Bề rộng bằng ½ – ⅓ bề rộng nét cơ bản. |
| Nét cắt | Dùng để biểu diễn vết cắt của mặt phẳng cắt. Chúng có độ dài từ 8 – 20 mm. | Từ 1 đến 1,5 bề rộng nét cơ bản. |
Tiêu chuẩn bản vẽ kỹ thuật cho bản vẽ lắp
Trong bản vẽ lắp ráp, có ba nhóm tiêu chuẩn bản vẽ cơ khí quan trọng cần tuân thủ:
Kích thước
Trong quá trình ghi kích thước, cần ưu tiên thể hiện bên ngoài hình vẽ, hạn chế chèn trực tiếp vào phần chi tiết để tránh gây rối mắt. Ba loại kích thước thường gặp gồm:
- Kích thước bao ngoài: Là số đo tổng thể mà cụm chi tiết chiếm chỗ, bao gồm chiều dài, chiều rộng và chiều cao lớn nhất. Các thông số này chỉ cần mang tính tham khảo, không đòi hỏi độ chính xác tuyệt đối.
- Kích thước khoảng cách trục: Biểu thị khoảng cách giữa các trục, đặc biệt quan trọng trong các cụm truyền động. Tùy yêu cầu kỹ thuật, dung sai cho khoảng cách trục có thể được xác định hoặc bỏ qua.
- Kích thước lắp ráp: Dùng để đảm bảo khả năng lắp ghép giữa các chi tiết. Loại kích thước này bao gồm cả số đo danh nghĩa và dung sai cho phép.
Đánh số chi tiết
Để thuận tiện trong việc nhận diện và quản lý, từng chi tiết trong bản vẽ lắp ráp cần được đánh số theo quy định:
- Tất cả các chi tiết đều phải có số thứ tự riêng. Kích thước chữ số thường từ 2 đến 2,5 mm.
- Đường dẫn từ số đến chi tiết sử dụng nét mảnh, đầu mũi tên hoặc chấm tròn nhỏ (đường kính từ 1 đến 1,5 mm với khổ giấy A3 đến A0).
- Khoảng cách giữa các số cần được bố trí đồng đều, tránh để các đường chỉ dẫn giao nhau nhằm đảm bảo bản vẽ rõ ràng, dễ đọc.
Bản kê
Song song với việc đánh số, bản vẽ lắp ráp cần có bảng kê chi tiết. Đây là danh mục thể hiện các chi tiết đã được đánh số, kèm theo thông tin về khối lượng, số lượng, và là cơ sở quan trọng để tính toán giá thành sản phẩm. Thông thường, danh sách trong bảng kê được sắp xếp theo thứ tự từ dưới lên trên.
Tiêu chuẩn bản vẽ kỹ thuật cho bản vẽ chi tiết
Để đảm bảo bản vẽ chi tiết đạt chất lượng và có thể ứng dụng trực tiếp trong sản xuất, người thiết kế cần tuân thủ các tiêu chuẩn bản vẽ cơ khí sau:
Kích thước
Mọi bản vẽ chi tiết phải thể hiện đầy đủ các kích thước đặc trưng của vật thể. Đặc biệt, những kích thước liên quan đến dung sai trong bản vẽ lắp cũng cần được biểu diễn rõ ràng trong bản chi tiết để đảm bảo tính chính xác trong quá trình gia công và lắp ráp.
Độ nhám bề mặt (Roughness)
Yếu tố độ nhám có ảnh hưởng lớn đến ma sát, độ bền và giá thành sản phẩm:
- Chế độ làm việc: Những bề mặt chịu ma sát như ổ trượt hoặc bề mặt chuyển động tịnh tiến cần có độ nhẵn bóng cao để giảm mài mòn.
- Độ chính xác: Khi yêu cầu độ chính xác cao, các bề mặt trục hoặc lỗ cũng cần đạt độ nhám cao hơn.
- Giá thành: Bề mặt càng nhẵn, chi phí chế tạo càng tăng. Do đó, kỹ sư cần lựa chọn mức độ nhám phù hợp với mục đích sử dụng.
Ký hiệu nhám bề mặt:
- Hình dạng ký hiệu được cách điệu từ chữ r trong từ roughness.
- Trên ký hiệu sẽ ghi giá trị nhám với chữ cái R. Một số thông số thường dùng:
- Rz: Biểu thị sai số đo tại 5 điểm, áp dụng cho bề mặt thô hoặc bán tinh như tiện, phay.
- Ra: Thể hiện độ nhấp nhô trung bình, áp dụng cho bề mặt tinh như mài hoặc doa.
Sai số hình học và vị trí tương quan
Sai số hình học là sự lệch khỏi hình dạng lý tưởng ngay trên bề mặt vật thể. Một số loại sai số thường gặp:
- Độ không tròn (Ovality): Áp dụng cho các bề mặt tròn không yêu cầu gia công tinh.
- Độ côn (Taper): Ký hiệu ∆, biểu thị độ thu hẹp theo chiều dài trục, công thức tính: (D – d)/L = 2 × độ dốc.
- Độ vát hoặc độ nghiêng: Ký hiệu ∠, dùng cho các bề mặt nghiêng.
- Độ đồng tâm: Ký hiệu A, phản ánh sự trùng nhau của các trục, thường yêu cầu khi lắp các chi tiết quay.
- Độ đảo hướng kính / đảo mặt đầu: Đặc trưng cho độ lệch khi bề mặt quay quanh trục.
- Độ vuông góc, độ song song, độ đối xứng: Đánh giá sự lệch của bề mặt hoặc trục so với chuẩn đã xác định.
Sai số vị trí tương quan là mức lệch so với một mặt hoặc trục chuẩn. Trong bản vẽ, chuẩn chính thường ký hiệu là A, nếu có thêm chuẩn phụ sẽ lần lượt ký hiệu là B, C.
Tính chất cơ lý (Thể tính)
Phần này thường được ghi trong mục yêu cầu kỹ thuật của bản vẽ và thể hiện phương pháp xử lý nhằm nâng cao cơ tính của chi tiết:
- Cơ luyện: Gia công cơ học như phun bi, lăn ép, lăn nén rung để tăng độ bền bề mặt. Tuy nhiên, phương pháp này ít được áp dụng phổ biến và nếu có sẽ được ghi chú rõ ràng trong bản vẽ.
- Nhiệt luyện: Bao gồm các công đoạn như tôi, ram, ủ, thường hóa… giúp tăng độ cứng và tuổi thọ chi tiết. Dù mang lại hiệu quả cao, phương pháp này đòi hỏi kỹ thuật phức tạp, chi phí lớn và tỷ lệ hao hụt cao, do đó không phải lúc nào cũng được áp dụng rộng rãi.

Việc nắm vững và áp dụng tiêu chuẩn bản vẽ cơ khí là nền tảng để đảm bảo thiết kế được chuyển thành sản phẩm có chất lượng, tính lặp lại và khả năng kiểm tra. Đầu tư cho chuẩn hóa bản vẽ chính là đầu tư cho hiệu suất sản xuất và chất lượng sản phẩm lâu dài.
Nam Vượng - Mang tới giải pháp công nghệ hiện đại với giá thành tốt nhất
Website: https://mayhannamvuong.com
Hotline: 0982 126 158
CSKH: 0979 903 658
Địa chỉ:
- Bắc Ninh: Lô A17, Đường Trần Phú (Quốc Lộ 1A), P. Đình Bảng, Từ Sơn, Bắc Ninh
- TP.HCM: Số 008A, Tòa nhà Besco An Sương, Quốc Lộ 1A, P. Trung Mỹ Tây, Q12, HCM
- Nhà Máy: Lô M1 KCN Đại Đồng - Hoàn Sơn, P. Tân Hồng, TP Từ Sơn, Bắc Ninh.
Email: [email protected]


