Nguyên lý cắt laser là gì? Địa chỉ mua máy cắt laser uy tín
Hiện nay, nhu cầu về máy cắt laser tiên tiến đang ngày càng gia tăng. Những thiết bị cơ khí này nổi bật với khả năng cắt kim loại và phi kim loại một cách chính xác mà không gây ra hiện tượng cháy hay để lại đường bavia. Vậy nguyên lý cắt laser và những ứng dụng thực tế của nó là gì? Mời quý khách cùng Nam Vượng khám phá chi tiết trong bài viết dưới đây.
Cắt laser là gì?
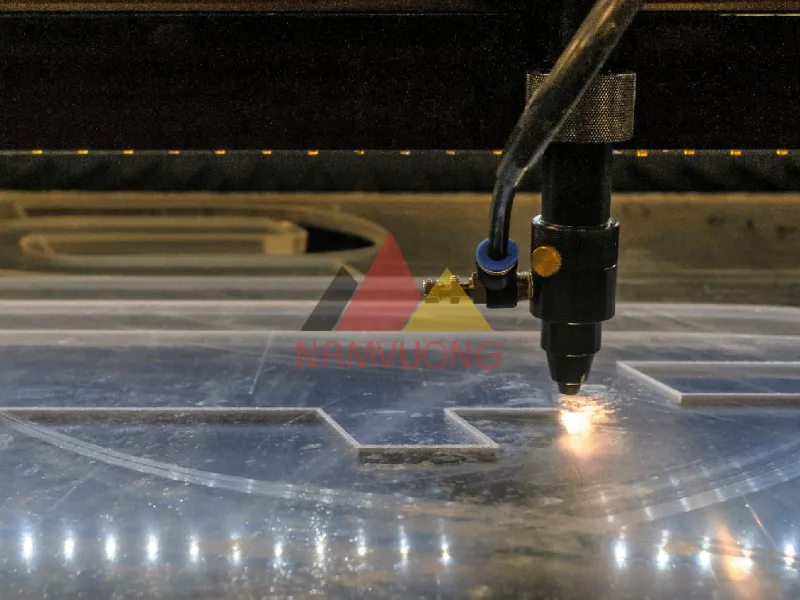
Chùm tia laser có mật độ cao được tập trung chiếu vào vật liệu cần cắt, làm cho vật liệu nhanh chóng đạt đến nhiệt độ hóa hơi, từ đó tạo ra các lỗ nhỏ qua quá trình bốc hơi. Khi chùm tia di chuyển trên bề mặt vật liệu, các lỗ này liên tục hình thành một khe hẹp với chiều rộng chỉ khoảng 0,1 mm, cho phép cắt vật liệu với độ chính xác cao và kích thước chính xác theo yêu cầu.
Thiết bị cắt laser thường được tích hợp với công nghệ điều khiển kỹ thuật số (CNC) hiện đại. Hệ thống này cho phép nhận dữ liệu cắt từ phần mềm thiết kế máy tính (CAD) qua kết nối điện tử, đảm bảo rằng sản phẩm cuối cùng được tạo ra với độ chính xác tối ưu.

Nguyên lý cắt laser là gì?
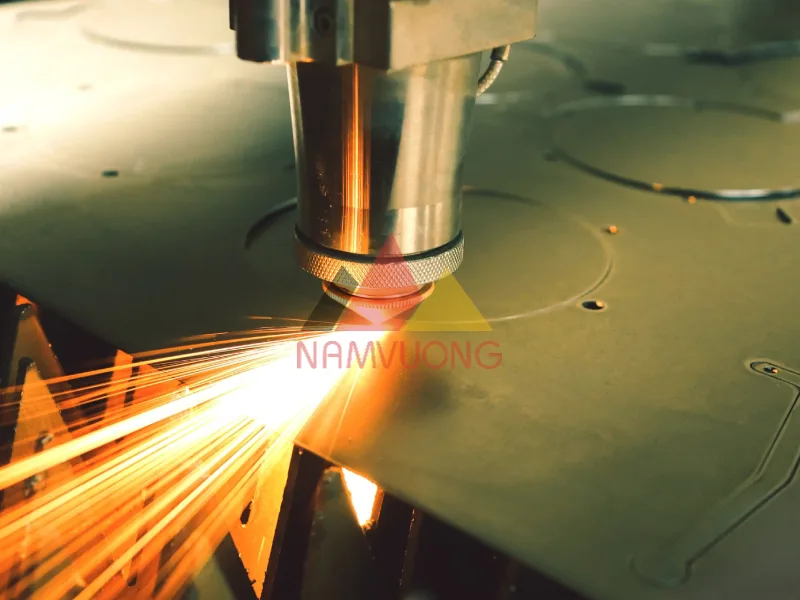
Nguyên lý cắt laser là khai thác chùm tia laser với mật độ năng lượng cao, được tập trung để chiếu sáng vật liệu, khiến cho vật liệu nhanh chóng tan chảy, bốc hơi, hoặc đạt đến điểm chớp cháy. Trong quá trình này, vật liệu nóng chảy được loại bỏ bằng cách thổi ra bằng một luồng khí tốc độ cao kết hợp với chùm tia laser.
Cắt laser hiện là một trong những công nghệ cắt nóng tiên tiến nhất, nổi bật với khả năng tạo ra các đường cắt chính xác và hiệu quả.

Các loại cắt laser phổ biến nhất
Cắt laser hoá hơi
Chùm tia laser với mật độ năng lượng cao làm nóng phôi vật liệu nhanh chóng, khiến nhiệt độ đạt đến mức sôi chỉ trong chốc lát và khiến vật liệu bắt đầu bốc hơi để tạo ra hơi. Những hơi này bị đẩy ra với tốc độ cao, tạo ra một khe chính xác trong vật liệu. Do vật liệu có nhiệt hóa hơi lớn, việc cắt bằng laser yêu cầu mật độ công suất cao và công suất mạnh để đạt hiệu quả.
Phương pháp cắt laser hóa hơi thường được áp dụng cho các vật liệu mỏng như giấy, vải, gỗ, nhựa, và cao su. Một ví dụ điển hình là sản phẩm đồng hồ gỗ treo tường tại Future House, nơi phương pháp cắt laser hóa hơi được sử dụng để tạo ra các thiết kế tinh xảo.
Cắt laser nóng chảy
Trong nguyên lý cắt laser nóng chảy, khi tia laser làm nóng và làm chảy vật liệu kim loại, quá trình này bắt đầu bằng việc đốt nóng vật liệu bằng chùm tia laser. Sau đó, một chất khí không phản ứng hóa học như argon, helium, hoặc nitơ được thổi qua vòi phun đồng trục với chùm tia, tạo ra áp lực mạnh để thổi đẩy kim loại lỏng ra khỏi khu vực cắt, từ đó hình thành một khe chính xác.
Cắt laser bằng phương pháp nóng chảy không yêu cầu vật liệu phải hoàn toàn bốc hơi, và lượng năng lượng cần thiết chỉ bằng khoảng 1/10 so với phương pháp cắt hóa hơi. Phương pháp cắt laser nóng chảy thường được áp dụng cho các vật liệu không bị oxy hóa hoặc các kim loại hoạt động, bao gồm thép không gỉ, titan, nhôm và các hợp kim của chúng.

Cắt oxy bằng laser
Nguyên lý cắt oxy bằng laser có sự tương đồng với phương pháp cắt oxyacetylene. Phương pháp này sử dụng tia laser làm nguồn nhiệt để làm nóng trước, kết hợp với một loại khí hoạt động như oxy để thực hiện quá trình cắt. Khi khí được bơm vào kim loại, nó kích thích phản ứng oxy hóa, sinh ra một lượng nhiệt lớn, đồng thời oxit nóng chảy và được thổi ra khỏi khu vực cắt, tạo nên một khe trong vật liệu.
Nhờ vào lượng nhiệt sinh ra từ phản ứng oxy hóa, năng lượng cần thiết cho cắt oxy bằng laser chỉ bằng khoảng một nửa so với cắt bằng phương pháp nóng chảy, đồng thời cho phép tốc độ cắt nhanh hơn nhiều so với cắt bằng hơi hóa hoặc cắt nóng chảy. Phương pháp cắt oxy bằng laser thường được áp dụng cho các vật liệu kim loại dễ bị oxy hóa, như thép carbon, thép titan, và thép đã qua xử lý nhiệt.
Cắt laser và điều khiển gãy xương
Cắt laser hoạt động bằng cách chiếu một chùm tia laser có mật độ năng lượng cao lên bề mặt vật liệu giòn, làm cho vật liệu bốc hơi và hình thành một rãnh nhỏ do nhiệt. Sau đó, một áp suất cụ thể được áp dụng để làm nứt vật liệu dọc theo rãnh đã tạo ra. Quá trình kiểm soát vết nứt dựa trên việc phân bố nhiệt độ dốc do laser khắc, tạo ra ứng suất nhiệt cục bộ trong vật liệu giòn và khiến vật liệu vỡ dọc theo các rãnh nhỏ, tạo ra hiệu ứng tương tự như gãy xương.
Các yếu tố ảnh hưởng đến hiệu suất của cắt laser
Nhiều yếu tố có thể ảnh hưởng đến hiệu quả và chất lượng của quá trình cắt laser, bao gồm cả các đặc tính kỹ thuật của máy laser và các yếu tố có thể điều chỉnh được:
- Công suất laser: Là yếu tố quan trọng nhất ảnh hưởng đến chất lượng cắt. Công suất quá thấp không đủ để cắt xuyên qua vật liệu, trong khi công suất quá cao có thể làm nóng chảy quá mức bề mặt. Do đó, công suất laser cần phải được điều chỉnh phù hợp với loại vật liệu và độ dày của phôi.
- Chế độ cắt: Chế độ cắt liên tục thường được sử dụng cho các đường viền tiêu chuẩn trên kim loại và nhựa với kích thước từ milimét đến centimet. Để đạt được các đường cắt chính xác hơn hoặc tạo lỗ, tia laser xung tần số thấp là lựa chọn tốt hơn.
- Vị trí tiêu điểm: Quyết định đường kính chùm tia và mật độ công suất trên bề mặt phôi, ảnh hưởng đến hình dạng của vết cắt. Đối với thép carbon dưới 5mm, tiêu cự bằng không là phù hợp. Tiêu cự âm thích hợp cho nhôm và thép không gỉ, trong khi tiêu cự dương là lý tưởng cho các tấm kim loại dày.
- Đường kính tiêu cự: Ảnh hưởng trực tiếp đến chiều rộng của vết cắt. Thay đổi đường kính tiêu cự có thể điều chỉnh độ rộng của vết cắt, với đường kính nhỏ hơn tạo ra vết cắt hẹp hơn.
- Hình dạng và khẩu độ của vòi phun: Khẩu độ vòi phun xác định tốc độ và hình dạng của dòng khí phun ra. Khẩu độ quá lớn có thể làm chất tan chảy bắn tung tóe, gây ô nhiễm cho ống kính.
- Tốc độ cắt: Cần phải tương thích với công suất laser. Tốc độ cắt không phù hợp có thể dẫn đến các vấn đề về độ nhám và đường gờ không mong muốn.
- Khí phụ trợ: Các loại khí khác nhau phù hợp với các kim loại khác nhau; chẳng hạn, oxy thường dùng để cắt thép cacbon, trong khi nitơ là lựa chọn cho thép không gỉ và đồng. Độ tinh khiết của khí cũng ảnh hưởng trực tiếp đến chất lượng cắt.
Địa chỉ mua máy cắt laser uy tín
Nam Vượng là đơn vị hàng đầu chuyên nghiên cứu và chế tạo máy cắt laser uy tín hàng đầu tại Việt Nam hiện nay. Với nhà máy rộng rãi tại Từ Sơn Bắc Ninh và 3 chi nhánh từ Bắc chí Nam cùng 20 năm kinh nghiệm làm nghề, Nam Vượng tự tin mang tới cho quý khách hàng máy cắt laser chất lượng vượt trội với giá thành hợp lý và chính sách bảo hành dài hạn.
Với đội ngũ chuyên gia dày dạn kinh nghiệm, chúng tôi cam kết mang đến cho khách hàng các giải pháp cắt laser hiệu quả, từ chất lượng máy móc đến dịch vụ hỗ trợ tận tình. Tại Nam Vượng, sự hài lòng của khách hàng là ưu tiên hàng đầu, và chúng tôi luôn sẵn sàng đồng hành cùng bạn trong mọi dự án.
Trên đây là nguyên lý cắt laser cùng các thông tin liên quan về công nghệ cắt này. Để biết thêm về máy cắt laser, vui lòng liên hệ ngay với Nam Vượng qua hotline 0979 903 658 để được tư vấn và hỗ trợ tận tình.


