Bỏ Túi Ngay Bí Quyết Kiểm Tra Chất Lượng Mối Hàn Chất Lừ

Kính Chào Quý Khách, Cảm ơn Quý Khách Đã Đăng Nhập Vào Website: mayhannamvuong.com
Trong quá trình tìm hiểu về sản phẩm máy hàn que, máy hàn tig, máy hàn mig, máy cắt, CNC, các dây chuyền hàn 3 in 1… Ngoài ra Nam Vượng còn mang đến dịch vụ cho thuê máy hàn, sửa chữa máy hàn, tư vấn đưa ra giải pháp ngành hàn cho các doanh nghiệp công ty kết cấu. Quý khách có thể liên ngay hotline để được tư vấn sản phẩm tốt nhất, phù hợp nhất cũng như chương trình khuyến mại của chúng tối !!!
Liên Hệ Ngày Hotline: 0912.345.961 – 0982.634.846 Để Được Hỗ Trợ Tư Vấn và Khuyến Mại Tốt Nhất
Trong quá trình sản xuất cơ khí việc kiểm tra chất lượng mối hàn đóng vai trò hết sức quan trọng, giúp nâng cao chất lượng, tuổi thọ cũng như độ tin cậy của sản phẩm. Những nhược điểm của mối hàn sẽ dẫn đến tình trạng giảm khả năng chịu tải đặc biệt là tải trọng động của các kết cấu hoặc chi tiết hàn gây ra những hậu quả nghiêm trọng về tài chính của bạn.
Một số nhược điểm hàn thường gặp có các khuyết tận như cong vênh, nứt, lẫn tạp chất, không đủ ngấu hoặc ngấu quá sâu,…Vậy làm sao để kiểm tra các khuyết tận trên và tiêu chuẩn để có mối hàn đúng chuẩn là gì? Hãy cùng tìm hiểu nhé!
Phương pháp kiểm tra mối hàn hiệu quả, đơn giản nhất
Kiểm tra chất lượng mối hàn là bước rất quan trọng để ta có thể đánh giá và nghiệm thu các sản phẩm hàn. Việc kiểm tra và so sánh xem mối hàn đó có đảm bảo chất lượng theo tiêu chuẩn, quy định theo đúng kỹ thuật hay yêu cầu của bản vẽ thiết kế hay không. Đặc biệt trong quá trình kiểm tra chất lượng mối hàn cũng cho ta biết được quy trình hàn, vật liệu hàn, tay nghề của thợ hàn cũng như các yếu tố tác động bên ngoài khác,…

Hình Ảnh: Các khuyết thông thường gặp khi hàn
Thông thường để kiểm tra khuyết tật, chất lượng mối hàn ta có 02 phương pháp cơ bản sau: Kiểm tra mối hàn bằng phương pháp không phá hủy và kiểm tra mối hàn bằng phương pháp phá hủy.
Kiểm tra chất lượng mối hàn bằng phương pháp phá hủy
Đây là phương pháp sử dụng các tác động cơ bản như kéo, uốn, va đập để thử độ bền, độ dai và xác định đặc tính cơ học của liên kết hàn từ đó dễ dàng so sánh cơ tính cơ bản của kim loại. Tuy nhiên, phương pháp này sẽ làm phá hủy vật liệu hàn.
Kiểm tra cơ tính của mối hàn
Việc kiểm tra này sẽ giúp ta so sánh được cơ tính của liên kết hàn với cơ tính của kim loại cơ bản. Qua đó có thể đánh giá trình độ tay nghề của người thợ hàn một cách chính xác và hiệu quả hơn.
Căn cứ vào yêu cầu kỹ thuật, khả năng thiết bị kiểm tra, quy trình hàn được áp dụng mà ta có thể dùng một hoặc nhiều các phương pháp kiểm tra khác nhau như:
- Kiểm tra thử kéo
- Kiểm tra thử uốn
- Kiểm tra độ dai va đập
Để kiểm tra thử kéo, thử uốn hoặc các phương pháp thử độ dai va đập… Các mẫu sẽ được cắt ra từ phần kim loại đắp của liên kết hàn. Được gia công cơ khí theo hình dạng và kích thước theo các tiêu chuẩn được áp dụng.
Kiểm tra cấu trúc của liên kết hàn
Gồm có hai dạng là: Kiểm tra thô và kiểm tra tế vi
+ Kiểm tra thô
Cách làm này được tiến hành trực tiếp với các mẫu thử kim loại hoặc các mặt gãy của chúng. Các mẫu thử sẽ được cắt ra từ liên kết hàn, mài bóng và tẩy sạch bằng dung dịch axit nitric 25%. Có thể dùng kính lúp hoặc mắt thường để phát hiện ra các khuyết tật của liên kết hàn. Có thể khoan để lấy mẫu ngay trên kim loại đắp để kiểm tra. Mũi khoan lấy mẫu có đường kính rộng hơn chiều rộng của mối hàn khoảng 3mm để lấy cả phần kim loại cơ bản và kim loại của mối hàn.

Hình Ảnh: Khuyết tật nứt mối hàn
+ Kiểm tra câu trúc tế vi
Cách kiểm tra chất lượng mối hàn qua cấu trúc tế vi được tiến hành dưới loại kính lúp có độ phóng đại lớn (100-500 lần). Nhờ vậy dễ dàng có thể xác định được dễ dàng và chính xác chất lượng kim loại của liên kết hàn.
Kiểm tra chất lượng mối hàn bằng phương pháp không phá hủy
Kiểm tra bằng mắt thường
+ Thực hiện trước khi hàn
- Kiểm tra bản vẽ, các tiêu chuẩn đặt ra cho liên kết mối hàn
- Kiểm tra các chứng chỉ vật liệu được sử dụng có đủ và phù hợp với yêu cầu không.
- Kiểm tra gia công gá lắp, khe hở và mép vát có đúng với thiết kế ban đầu không.
- Kiểm tra độ sạch, bóng của liên kết hàn
+ Thực hiện trong khi hàn
- Kiểm tra các thông số của quy trình hàn.
- Loại vật liệu hàn tiêu hao.
- Nhiệt độ nung nóng trước khi hàn (nếu được yêu cầu).
- Vị trí hàn và chất lượng bề mặt vật hàn.
- Xử lý các mối hàn đính và vệ sinh giữa các lớp hàn.
- Kích thước liên kết hàn.
- Nhiệt độ và thời gian xử lý nhiệt sau khi hàn.
+ Thực hiện sau khi hàn
- Làm sạch bề mặt liên kết hàn (bề mặt mối hàn và vùng kim loại cơ bản)
- Quan sát kỹ bằng mắt thường hoặc qua kính lúp
- Kiểm tra kích cỡ của mối hàn với bản vẽ thiết kế.

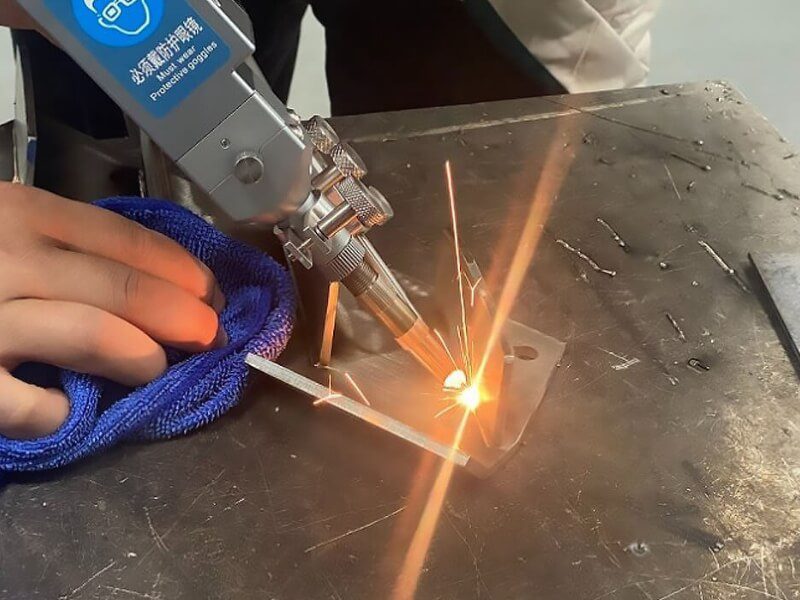
Hình Ảnh: Kiểm tra chất lượng mối hàn
Kiểm tra bằng dung dịch chỉ thị màu
Đây là phương pháp dùng các dung dịch để thẩm thấu vào các vết nứt, rỗ khí nhỏ của liên kết hàn mà mắt thường không thể quan sát được. Cuối cùng dùng các chất hiển thị màu phát hiện ra vị trí mà dung dịch thẩm thấu còn nằm lại ở các vết nứt cũng như rỗ khí.
Tuy nhiên đây là phương pháp chỉ phát hiện được các khuyết tật mở ra trên bề mặt vật liệu cần kiểm tra. Thông thường có thể dùng 3 loại dung dịch và được tiến hành theo các bước sau:
- Dùng dung dịch làm sạch để làm sạch bề mặt mối hàn.
- Phun dung dịch thẩm thấu lên bề mặt mối hàn.
- Sau khi đủ thời gian để dung dịch thẩm thấu vào các vết nứt, rỗ khí, thì lau sạch bề mặt mối hàn.
- Sử dụng dịch hiển thị màu phun lên vùng mối hàn vừa thực hiện các bước trên để phát hiện khuyết tật.
Ưu điểm: đơn giản, dễ thực hiện, phát hiện được cả các khuyết tật nhỏ không quan sát được bằng mắt thường một cách nhanh chóng.
Nhược điểm: Không phát hiện được những khuyết tật nằm bên trong của liên kết hàn và chiều sâu của các khuyết tật.
Phương pháp kiểm tra độ kín của liên kết hàn
+ Kiểm tra độ kín bằng áp lực khí
Trước khi kiểm tra cần bịt kín, sau đó mới bơm khí vào (không khí hoặc khí trơ) đến một áp suất nhất định nào đó. Sau đó bôi nước xà phòng lên trên mặt ngoài của mối hàn và quan sát (100 gam xà phòng trên một lít nước). Những chỗ bị rò rỉ sẽ có bong bóng xà phòng nổi lên .

Hình Ảnh: Kiểm tra mối hàn bằng thiết bị hiện đại
+ Kiểm tra bằng áp lực nước
Để kiểm tra bằng cách này người ta bơm nước vào kết cấu cần kiểm tra, tạo một áp suất dư cao hơn áp suất làm việc 1,5 đến 2 lần và giữ áp cho suất đó trong vòng 5 – 6 phút. Giai đoạn kế tiếp là hạ áp xuống đến áp suất làm việc rồi dùng búa gõ nhẹ vào vùng xung quanh mối hàn (rộng 15 – 20mm)và quan sát xem nước có bị rò rỉ ra không. Nếu kiểm tra những kết cấu hở như bồn chứa, thùng,…Chỉ cần bơm nước vào và giữ trong vòng 2 – 24 giờ và quan sát xem nước có bị rò rỉ ra không.
+ Kiểm tra bằng phương pháp tạo chân không
Phương pháp này chỉ áp dụng trong điều kiện không tiến hành được bằng các phương pháp thử kín trên (ví dụ như: đáy bồn, bể…)
Trước tiên ta bôi nước xà phòng lên mối hàn cần phải kiểm tra. Đặt buồng chân không trực tiếp lên vùng mối hàn cần phải kiểm tra. Tại các viền xung quanh buồng chân khi không có giăng cao su để tạo độ kín cần thiết với vật liệu kiểm tra, độ chân không được tạo ra nhờ có bơm chân không đặt ở phía bên ngoài. Do có sự chênh lệch khá lớn về áp suất, không khí sẽ chui vào buồng chân không qua các khuyết tật, nắp đậy được thiết kế trong suốt. Qua đó dựa vào các bong bóng xà phòng ta có thể quan sát vị trí các khuyết tật.