Kỹ Thuật Hàn Nhôm Cho Mọi Thợ Hàn – Không Thể Bỏ Lỡ
Nhôm là một vật dụng khá quen thuộc đối với cuộc sống của chúng ta, hàng ngày ta có thể thấy chúng ở hầu hết các vị trí xung quanh ta. Để có thể sử dụng chúng thì không thể bỏ qua giai đoạn gia công chúng của những người thợ hàn, vậy kỹ thuật hàn nhôm là gì? chúng gồm các bước ra sao và cần có những lưu ý gì? Hãy cùng tìm hiểu nhé!
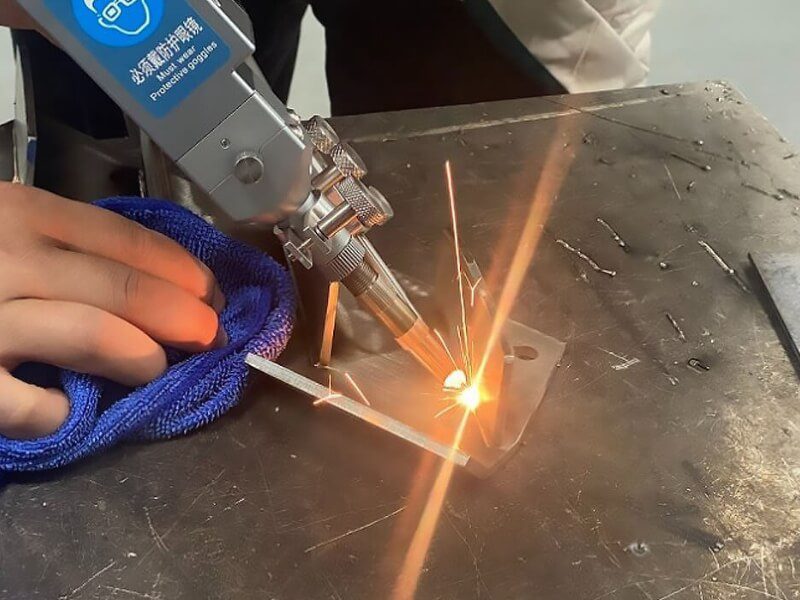
Phương pháp hàn nhôm
Hình Ảnh: Kỹ thuật hàn nhôm cơ bản cực chất tại Nam Vượng
Gia nhiệt
Tác dụng của quá trình gia nhiệt vật hàn để tránh tình trạng nứt mối hàn. Nhiệt độ để nung nóng vật hàn không nên vượt quá 230F. Nên sử dụng nhiệt kế để chủ động duy trì kiểm soát nhiệt độ, tránh quá nhiệt. Người thợ hàn cũng cần nung nóng trước các chi tiết dày khi hàn với các chi tiết mỏng.
Sử dụng kỹ thuật đẩy mỏ hàn
Khi làm việc với nhôm, hàn với thao tác đẩy mỏ hàn để thay cho thao tác kéo mỏ nhằm làm sạch mối hàn tốt hơn, hạn chế nhiễm bẩn mối hàn và tăng khả năng bảo vệ của khí.
Tốc độ di chuyển
Khi hàn nhôm cần được thao tác “nóng và nhanh”. Không giống như thép, vì nhôm có tính dẫn nhiệt cao hơn đòi hỏi phải đặt điện áp hàn, dòng hàn lớn, và tốc độ di chuyển mỏ hàn cũng cần thực hiện lớn hơn. Nếu thao tác mỏ với tốc độ chậm, có nguy cơ làm cháy thấu mối hàn, đặc biệt là khi hàn các chi tiết mỏng.

Hình Ảnh: Thao tác đúng kỹ thuật để đem lại hiệu quả cao nhất
Khí bảo vệ
Thường là khí Argon, với tác dụng làm sạch và đặc tính thâm nhập tốt, đây là loại khí được chọn dùng nhiều nhất hiện nay cho hàn nhôm. Khi hàn các hợp kim nhôm 5XXX-series, sử dụng hỗn hợp khí bảo vệ kết hợp argon với heli – tối đa 75% heli – sẽ giảm thiểu được tối đa sự hình thành oxit magiê.
Dây hàn
Lựa chọn sử dụng dây hàn có nhiệt độ nóng chảy tương đương với vật liệu cơ bản. Thợ hàn càng hạn chế được khoảng nóng chảy của kim loại thì sẽ càng dễ làm việc. Để hàn các chi tiết mỏng, dùng dây 0.8mm kết hợp với quy trình hàn xung với tốc độ thấp – 100 đến 300 inch/phút – là phù hợp nhất.
>>>> Tham khảo thật nhiều các mẫu máy hàn nhôm mới nhất tại Nam Vượng
Hình thành mối hàn dạng lồi
Khi hàn nhôm, tình trạng nứt mối hàn thường hay xảy ra. Nứt có thể là do mức độ dãn nở nhiệt cao của nhôm hay sự co ngót xảy ra khi mối hàn nguội. Nguy cơ nứt với mối hàn lõm là rất lớn do các bề mặt của mối hàn co ngót và rách khi nguội. Vì vậy, khi làm việc người thợ hàn nên thao tác hàn để hình thành mối hàn dạng lồi. Khi thực hiện mối hàn này khi mối hàn nguội dần, dạng lồi của mối hàn sẽ cân bằng lực co ngót.
Lựa chọn nguồn hàn
Khi lựa chọn các thiết bị hàn cho vật liệu nhôm trong khí bảo vệ, điều đầu tiên cần lựa chọn là phương pháp dịch chuyển hồ quang phun hoặc xung. Thiết bị có chế độ dòng hàn không đổi (CC) và điện áp hàn không đổi (CV) được sử dụng cho hàn hồ quang phun. Với các chi tiết nhôm dày, đòi hỏi dòng hàn ở mức hơn 350A vàchế độ CC sẽ cho kết quả tốt nhất.
Quy trình hàn nhôm
Với người mới hàn nên lựa chọn sử dụng điện cực zirconi-vonfram có đường kính 2,4mm; lưu lượng khí bảo vệ là 15cfh và cường độ dòng điện là 165 là phù hợp nhất.

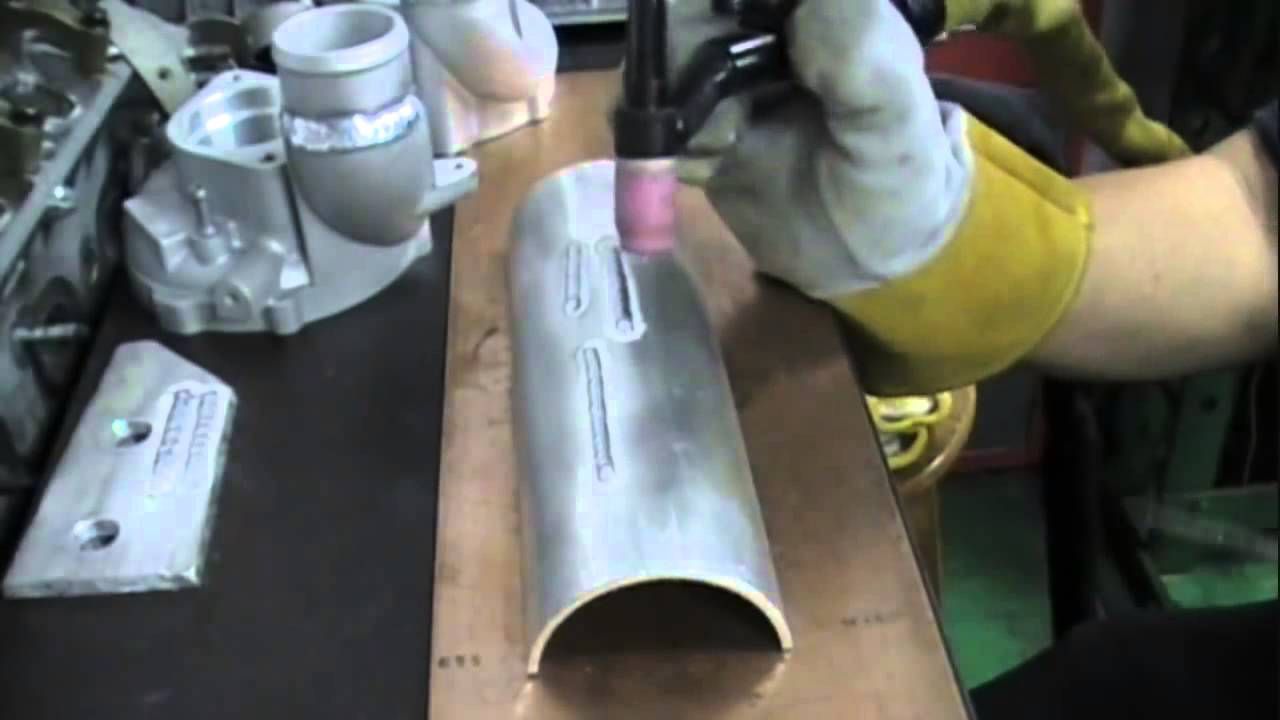
Hình Ảnh: Thao tác hàn nhôm cực đơn giản – hiệu quả với thiết bị hàn tại Nam Vượng
Đầu tiên là đặt mỏ hàn trên tấm nhôm, khi điện cực sẵn sàng dịch chuyển vào vùng nóng chảy và nghiêng 1 góc khoảng 200 so với mặt phẳng nằm ngang. Để điền kim loại phụ vào thiết bị hàn, phải tạo ra một vũng kim loại nóng chảy tại điểm bắt đầu mối hàn cho đến khi đạt được độ ngấu phù hợp. Tiếp theo nên dịch chuyển hồ quang về phía sau của vũng hàn. Khi hồ quang đã dịch chuyển dời đi, mới bắt đầu nhúng đầu thanh kim loại phụ vào trong vũng kim loại nóng chảy. Trong xuốt toàn bộ quá trình làm việc không được sử dụng hồ quang làm nóng chảy trực tiếp thanh kim loại phụ vì làm như vậy sẽ tạo ra các cục kim loại ở phía trước vũng hàn. Chỉ được phép làm nóng chảy kim loại phụ bằng cách nhúng chúng vào trong vùng kim loại nóng chảy, khi đó thanh kim loại sẽ nóng chảy đủ để có thể tạo ra một mối hàn đẹp.
Khi mối hàn đã đạt đến kích cỡ yêu cầu, cần rút que hàn ra, rời mỏ hàn về phía trước làm nóng chảy các phần kim loại kế bên dọc theo bên đường hàn. Lặp lại toàn bộ quá trình cho tới khi làm việc hết chiều dài đường hàn. Khi kết thúc đường hàn, cần ngắt hồ quang và tắt thiết bị. Phải tiến hành thực hiện các đường hàn một cách thuần thục trước khi bắt đầu chuyển sang các mối nối.
Các lưu ý khi hàn nhôm
Để có thể thao tác làm việc tốt với nhôm, thợ hàn phải vệ sinh sạch bề mặt vật hàn cẩn thận. Đánh sạch lớp oxit nhôm trên bề mặt và các chất bẩn có thể bị bám vào từ dầu, mỡ. Lớp oxit nhôm trên bề mặt của vật hàn sẽ nóng chảy tại nhiệt độ 3,700 F trong khi vật liệu nhôm của chi tiết hàn lại có nhiệt độ nóng chảy dưới 1,200 F. Bởi vậy,khi làm sạch lớp oxit trên bề mặt vật hàn sẽ hạn chế tối đa sự thấu sâu của kim loại vào trong vật hàn.

Hình Ảnh: Vệ sinh sạch bề mặt hàn để đem lại hiệu quả cao nhất khi hàn
Để xử lý sạch lớp oxit nhôm bên ngoài, chúng ta có thể dùng bàn chải bằng thép không gỉ để đánh sạch chúng hoặc sử dụng dung môi và các phương pháp ăn mòn. Khi sử dụng bàn chải, nên đánh theo một hướng, chải nhẹ và đều không làm cho bề mặt bị thô ráp, xù xì quá sẽ dẫn đến nguy cơ bị ngậm oxit trên bề mặt vật hàn.
Ngoài ra, không nên dùng bàn chải đã dùng cho việc vệ sinh sạch các vật hàn bằng thép hoặc thép không gỉ để làm sạch bề mặt vật hàn bằng nhôm. Còn nếu dùng các giải pháp làm sạch bằng hóa học cần đảm bảo làm sạch dung môi ăn mòn trên bề mặt chi tiết trước khi làm việc. Để hạn chế tối đa nguy cơ hydrocarbon từ dầu mỡ hoặc dung môi từ nguyên công cắt xâm nhập vào mối hàn, phải xử lý sạch chúng bằng chất tẩy. Kiểm tra kỹ để chắc chắn rằng các chất tẩy không chứa thành phần hydrocarbon